Introduction
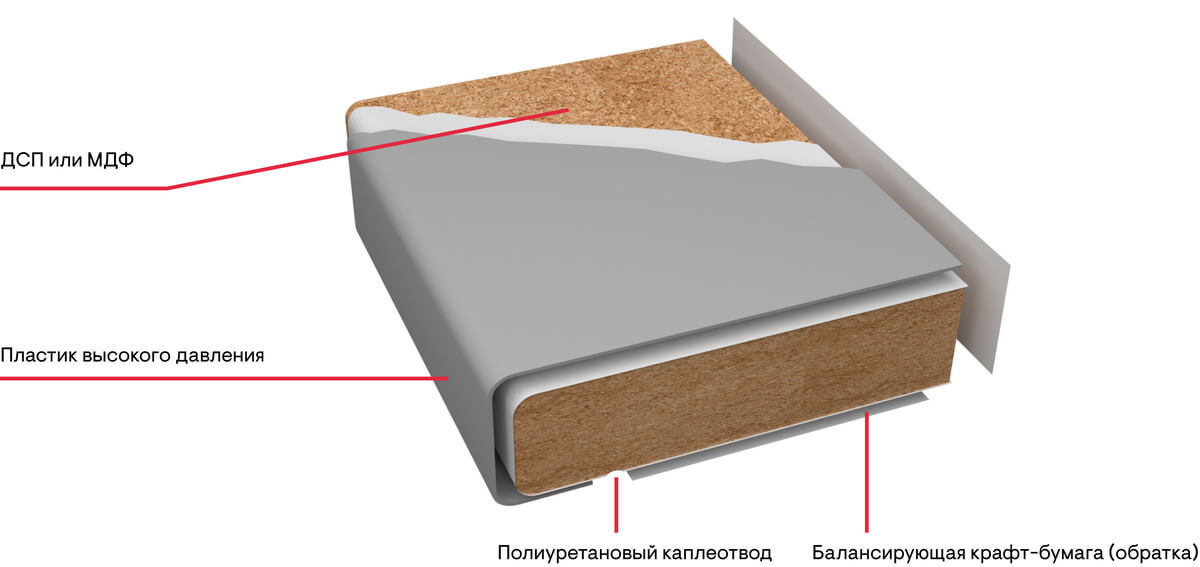
The recommendations were developed taking into account the general requirements for working with decorative paper-laminated plastics (DBSP) obtained with the use of thermosetting resins. Decorative plastic HPL (High Pressure Laminate), produced at our enterprise, is made from standardized raw materials purchased only from trusted suppliers with many years of experience. Failure to follow these recommendations may lead to defects and will void the manufacturer's warranty.
Transportation
During the transportation of decorative paper-laminated plastic, only flat, well-fixed pallets should be used and the sheets should not be shifted relative to each other. During handling, to prevent scratching the surface of the HPL decorative plastic sheets, manually lift them or use vacuum grippers.
ы.
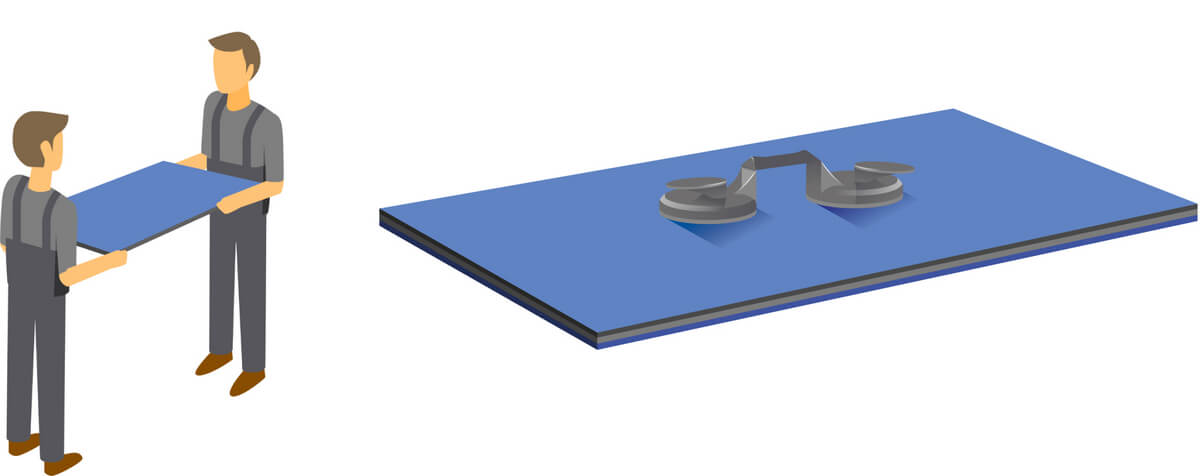
It is forbidden to transport decorative plastic sheets by dragging, as foreign particles and sharp ends can damage the surface.
Storage
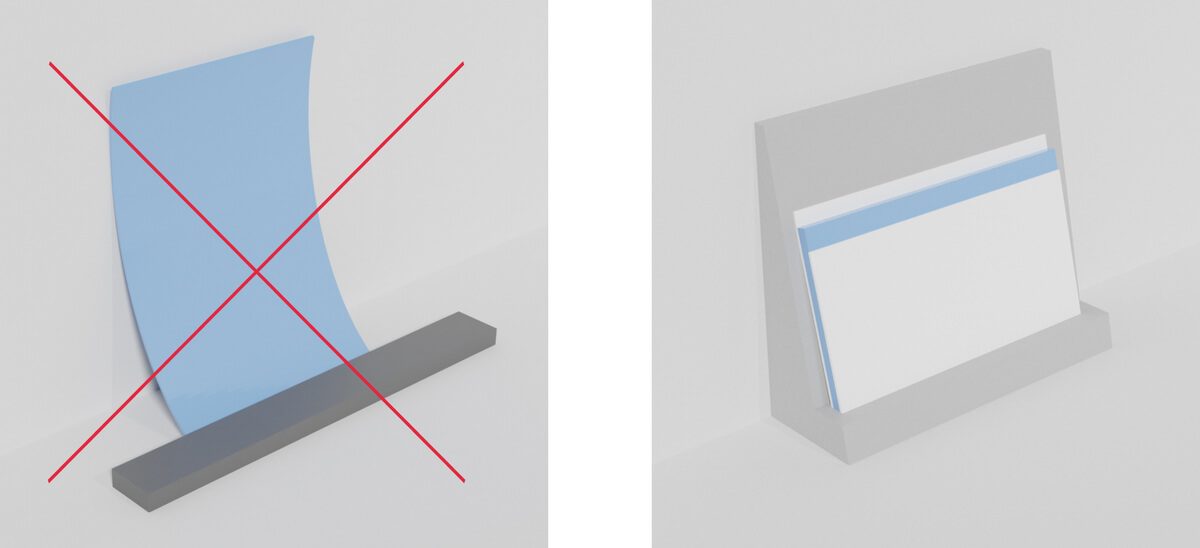
The storage of sheets of decorative laminated plastic (WBSP) is carried out in closed rooms, protected from dampness and sunlight. Optimal storage conditions are 18-20 ° С and relative air humidity 50-65%. Sheets of thin and thick plastic should be in their original packaging or stacked on top of each other on a solid flat surface (on racks). The top sheet is covered with plastic wrap.
It is not recommended to store panels vertically.
Warning! When storing decorative plastics at low humidity from 5 to 20% or high - from 70 to 90% - plastics tend to shrink or expand. In view of this, the plastic sheets and structures on which they are attached must achieve their moisture balance under the conditions of their use. Recommended storage conditions are 18-20 ° C and 50% relative humidity. The ventilation period should be at least a week. Ventilated plastic sheets and structural boards are stacked in separate piles with spacers, for example from wooden planks.
Mechanical restoration
Cutting plastic
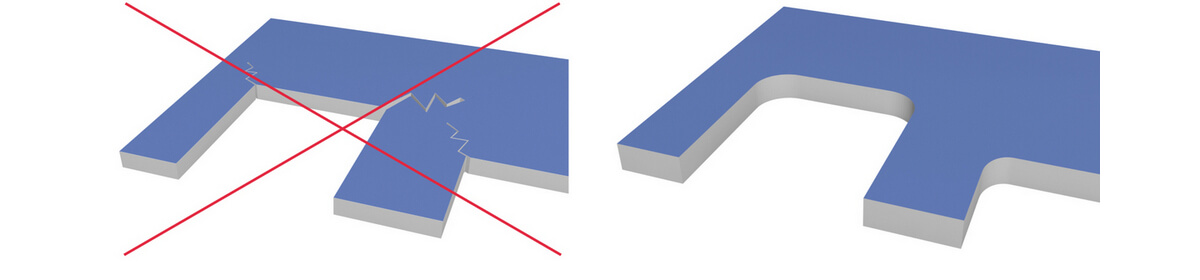
It is recommended to use a carbide tipped cutting tool for cutting and drilling. In order to prevent the formation of chipping and chipping, the plastics are cut so that the cutter is guided from the side of the decorative layer. The steel cutter should have a diameter of 25 to 45 cm for straight cuts and 12 to 16 cm for curved cuts. The cutting speed should be between 25 and 40 m / min. If both surfaces of the sheet are decorated, it is possible to avoid chipping on the underside by changing the angle of contact of the blade. To prevent cracking, all internal corners of the grooves are rounded. This is done by drilling the rounding of the inner corners of the grooves before the actual cutting.

Pruning with a stationary circular saw
For good results, the following conditions are important:
- precise guide;
- sufficient pressure applied to the sheet - (placed decorative side up) at the cut point, using a pressure tool or better, pressure drums, the height of which can be adjusted;
- correct blade projection.
If there is no need to observe exact shapes, you can cut two panels at once, folded right side to each other. The projection of the teeth onto the surface of the panel must be adjusted to match the shape of the teeth and the blade diameter. It should be noted that in this case, the reverse side of the sheet (the decorative side is directed downward) may crack. Steel blades of high-speed circular saws should not be subject to vibration, for which the pitch should be less than 10 mm, the cutting speed from 20 to 50 m / s, depending on the teeth, the maximum feed speed is 30 m / min.
Circular saw blades with tilted teeth last much longer, but they must be used with care as they are very sensitive to impacts and contact with metal surfaces. The following conditions must be observed: pitch from 10 to 15 mm; cutting speed from 70 to 100 m / s, feed speed from 15 to 30 m / min.
In most cases, blades less than 2mm thick are not rigid enough, vibrate and leave jagged edges when trimmed.
Cutting with a band saw
A band saw can only be used to cut laminates, usually when a complex sheet needs to be created. For good results, use blades with fine teeth, as for light metals.
Drilling holes
It is recommended to drill holes for fastening screws with a diameter greater than 0.5 mm than the diameter of the screw or self-tapping screw, in order to ensure the movement of the plastic during natural changes in its dimensions due to the temperature and humidity conditions of the environment. The screw should not touch the edges of the hole and there should be gaps on all sides. In any case, plastic or rubber gaskets should be used to avoid over-tightening the screws.
To avoid the formation of chips in the plastic sheet, holes are drilled in advance on a horizontal surface from the decorative side of the plastic supported on a solid base made of wood or chipboard.
Наиболее подходящими сверлами для пластика являются винтовые сверла с углом заточки 60° и 80° (для сверления металла обычно используются сверла с углом заточки 120°) и острым винтовым углом (высокоскоростной угол) с широким промежутком для сверления (широкая нарезка). Рекомендуемый угол наклона составляет 7°, угол касания 8°.
The most suitable drills for plastic are the 60 ° and 80 ° twist drills (120 ° sharpening angle drills are usually used for metal drilling) and the wide-spacing sharp screw (high-speed angle) for drilling (wide cuts). The recommended tilt angle is 7 °, the contact angle is 8 °.
Holes up to 15 mm in diameter can be obtained with a twist drill. Expansion drills with one or more blades and a guide are used to produce holes with a diameter of 15 to 40 mm; for even larger diameters, regular guided blades are used.
The penetration rate of the drill must never be exceeded so much as to heat the decorative surface, which in this case could be damaged.
The use of a solid wood base prevents the edges of the material from breaking off at the exit of the drill. In mass production, the best results can be obtained by using templates with sleeves to rigidly secure the part to be drilled.
Fastening plastic
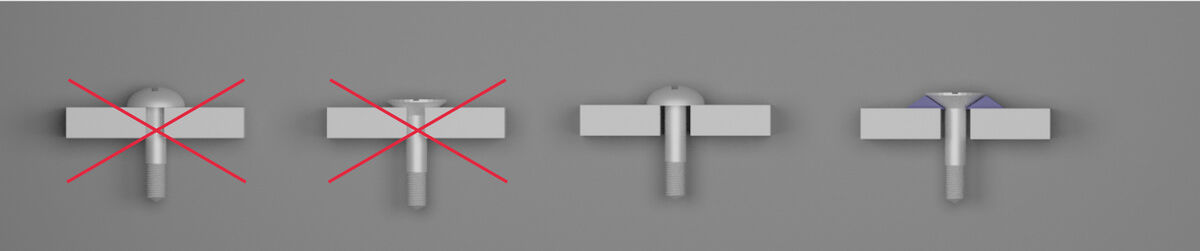
Use only screws or self-tapping screws with a horizontal stop head. It is not recommended to use cone-shaped countersunk screws due to the fact that the hole with a chamfer for them reduces the thickness of the attached plastic, creating an additional opportunity for its destruction.
Self-tapping screws with a smaller pitch provide a more secure connection. It is recommended to fasten screws or self-tapping screws for plastics with a tolerance for plastic play, i.e. not reaching the stop when screwing in the screws, otherwise the place of the fastener will be a stress concentrator and cause the destruction of the plastic sheet immediately during installation or during further operation.
Adhesive system
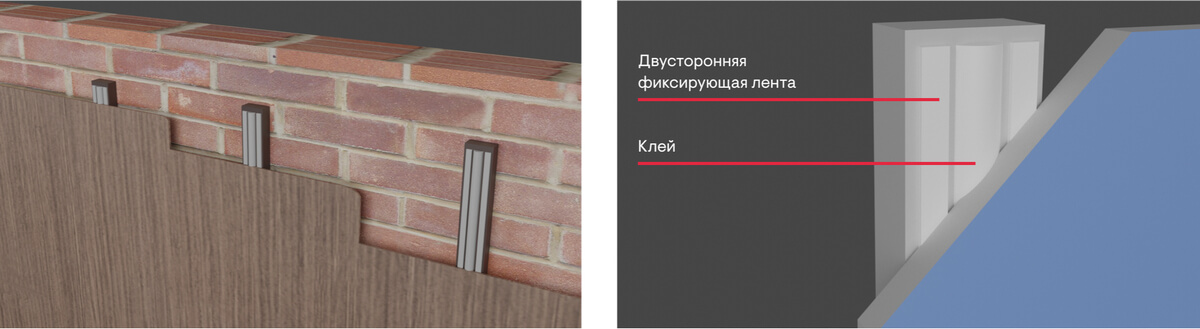
With the help of L-, F- and omega-profiles:
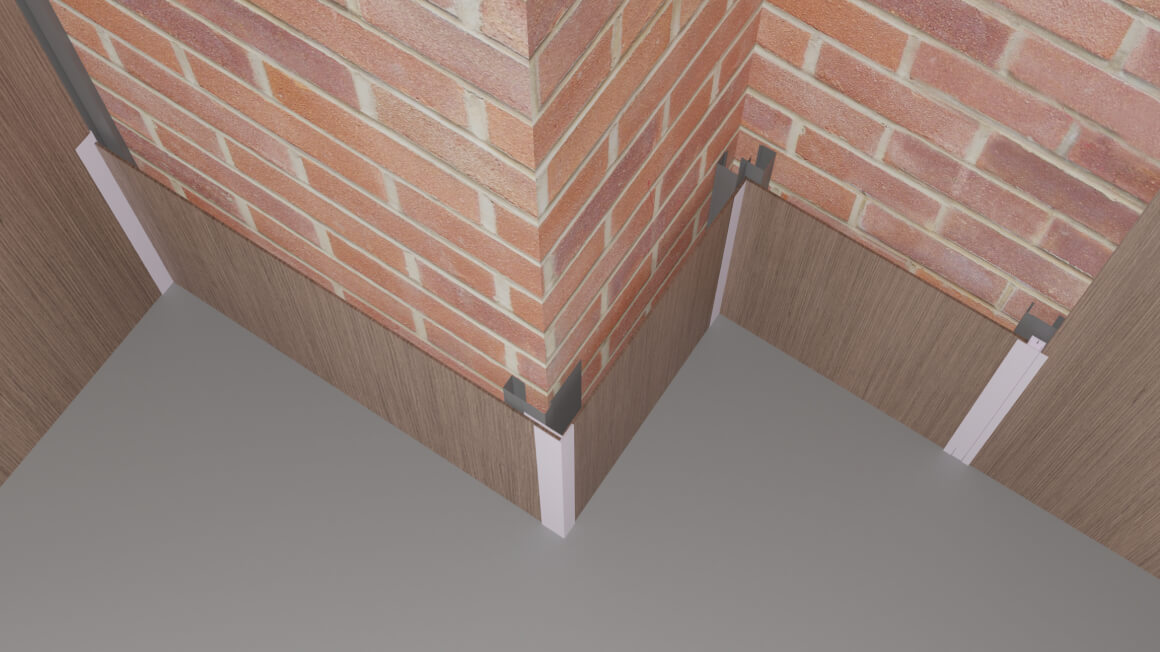
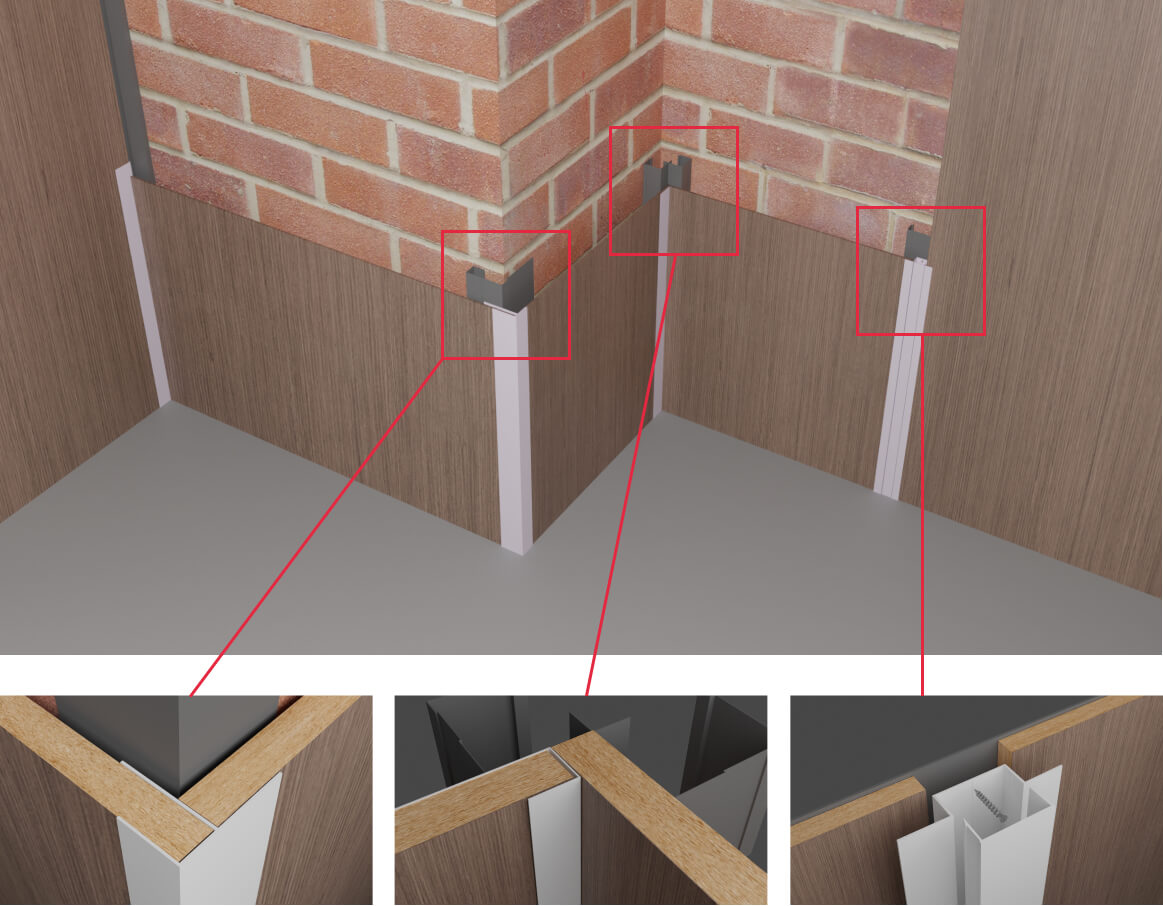
With the adhesive system, the plate and the guide profile are cleaned, degreased and primed. Then double-sided fixing tape and glue are applied. After polymerization, the adhesive remains elastic, which ensures a secure attachment.
It is forbidden to install decorative HPL panels until all wet processes at the installation site are completed and humidity has stabilized. Recommended installation conditions: temperature 20-24 ° С and air humidity
within 45-55%.
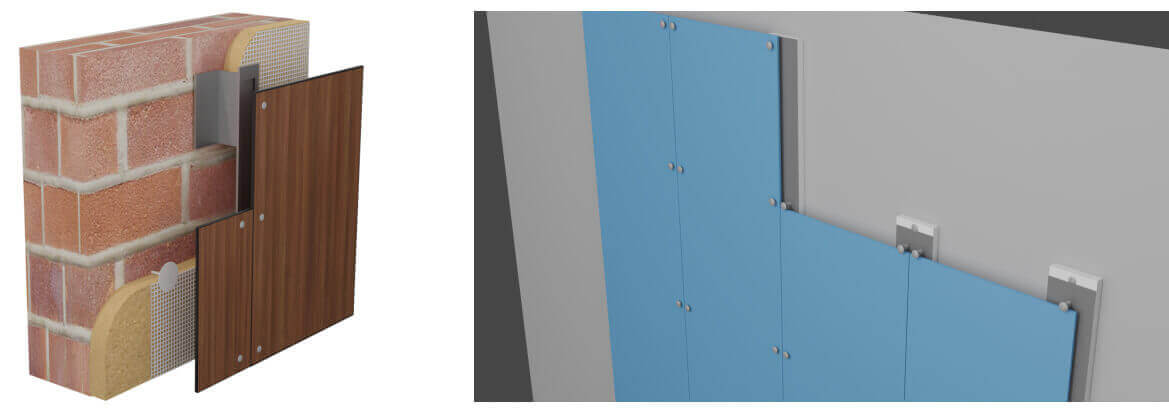
When finishing an external ventilated HPL facade, the thickness of the panels must be taken into account - this is related to the fastening system and the height of the building. There are several types of fastening: visible, hidden and overlapped.
Concealed fixing of HPL panels is provided by means of expanding anchors (kyle fixing) or clamps. The recommended panel thickness is at least 8, 10 mm.
 The visible fastening system provides for the presence of fasteners on the surface of the facade - rivets, self-tapping screws, clamps, which are painted in the color of the facade. For the visible fastening system, all facade LBSP thicknesses are suitable: 6, 8, 10 mm. On the basement floors of buildings, it is advisable to use a thickness of at least 8 mm, because this area is most susceptible to the influence of external factors.
The visible fastening system provides for the presence of fasteners on the surface of the facade - rivets, self-tapping screws, clamps, which are painted in the color of the facade. For the visible fastening system, all facade LBSP thicknesses are suitable: 6, 8, 10 mm. On the basement floors of buildings, it is advisable to use a thickness of at least 8 mm, because this area is most susceptible to the influence of external factors.
It is forbidden to mount decorative HPL panels joint-to-joint due to thermal expansion of the material.
Gluing
Plastics are usually glued to chipboard, fiberboard, MDF and plywood boards. Before gluing, it is necessary to bring the plastic, glue and substrate to the same temperature and humidity conditions. Mainly 18-22 ° C and relative humidity of about 50%. Freshly purchased fiberboard, chipboard or plywood boards must dry for at least a week so that excess moisture does not affect the quality of plastic adhesion. It is necessary to use wood-based substrate boards with smooth, free from defects and sanded surfaces, as well as absolute observance of the cleanliness of all raw materials (plastic, glue, substrates) and gluing surfaces, otherwise there is a danger of inclusion of foreign particles or pushing the surface. The adhesive is always applied to the entire back surface of the plastic, and it is important to control the uniformity of the application of the adhesive.
The amount to be applied depends on the surface properties of the wood-based panels, the rougher the surface, the greater the amount of adhesive to be applied. It is very important to ensure uniform compression pressure during the bonding process of the plastic. After bonding the laminated plastic and the substrate, in order to avoid uneven expansion, it is necessary to hold for 48 hours at a temperature of 20 to 24 ° C and a humidity of 45 to 55%.
Different types of adhesives can be used depending on the equipment and type of substrate.
Below are some guidelines for the most commonly used types of adhesives and equipment. These recommendations are general in nature and may change depending on the different conditions of use of the plastic. In any case, it is best to consult with your adhesive supplier to clarify the required parameters.
| Glue type | Glue consumption, g / m2 | Time before gluing, open state, min | Compression pressure, kPa | Compression time |
| PVA, water dispersion |
90-150, on plastic or substrate |
1... 30 | 100-300 |
- at t 20 ° С - 8-60 min - at t 40 ° С - 4-12 min - at t 60 ° С - 45-160 sec |
| PVA, two-component adhesives | 90-150, on plastic or substrate | 1... 30, в зависимости от содержания компонентов | 100-300 | According to manufacturer's instructions |
| Adhesives based on urea-wine, melamine, urea-melamine-formaldehyde resins | 90-150, on plastic or substrate | 1… 20 | 300-500 |
- at t 20 ° С - 15-180 min - at t 40 ° С - 5-30 min - at t 60 ° С - 1-12 min * Depending on the hardener system |
| Adhesives based on phenol-formaldehyde and resorcinol resins | 100-180, on plastic or substrate | 2... 15 | 150-500 | Depending on the hardener system |
| Contact adhesives with or without hardener | 150-250, on plastic or substrate | Depending on the ambient temperature medium and type of glue | not less than 500 | at least 1 minute |
| Two-component adhesives: epoxy, polyester, polyurethane | 100-250, on plastic or substrate | Depending on the type of glue | Foot pressure, store in horiz. position | Depending on the type of adhesive and hardener |
| Hot melt adhesives | 180-300, on plastic or substrate | Extremely short | Pressure roller pressure | 180-220 ° С Temperature of glue application |
Typical problems, causes and remedies
After the manufacture of laminated plastics (Laminated plastics) and their installation at the site of operation, some problems are possible, some of which are mentioned below:
Cracking of decorative laminate in corners and around cutouts
Such cracking can be the result of improper preparation of materials for gluing, improper gluing and, in some cases, poor work planning, as well as a combination of factors. Cracking is caused by internal stress resulting from dimensional changes in materials. This disadvantage can be eliminated through appropriate preparation of materials for bonding. Rough edging, internal corners that have not been rounded beforehand can also cause cracking. With the correct placement of the seams, the mechanical stresses in the laminate can be minimized.
Disconnecting seams or joints
This disadvantage is explained by the violation of the preparation technology and the gluing of materials. In order to be able to move plastic laminates, the bonding operation must be performed with a certain tolerance.
Peeling Laminate from Substrate
The presence of this disadvantage is generally caused by the poor quality of adhesion. In this case, the gluing technology should be revised and at the same time it is necessary to pay special attention to the uniformity of distribution of the adhesive, uniformity of pressure, cleanliness of the surfaces to be glued. If the edges of the materials do not stick together, it is necessary to apply some excess amount of adhesive. Reactivation of the contact adhesives can be achieved by reheating, whereby after the application of appropriate pressure, reliable adhesion of the materials to be bonded can be ensured.
Blistering or pitting on the surface of the decorative laminate
This disadvantage may be caused by an insufficient amount of adhesive material, improper preparation of the glued surfaces and insufficient pressure. When using contact cement, this situation can be corrected.
Small pitting (often accompanied by darkening of the laminate)
This disadvantage can occur in the case of prolonged exposure of the laminate to a heat source. Electrical appliances that generate heat and incandescent lamps must not come into contact with or be located in the immediate vicinity of the laminate surface. Reheating causes a corresponding reaction between the plastic and the adhesive, whereby warpage of the laminate occurs as a result of prolonged heating of the plastic at temperatures above 150 ° C.
Cracking of laminated material in the center of the sheet
This disadvantage may be due to bending of the substrate or uneven distribution of the adhesive material. In addition, to avoid such a consequence, it is necessary to ensure that foreign particles do not get between them when gluing the substrate and the plastic.
Warping of mounted HPL panels
Warping (bending) of decorative HPL panels occurs due to a sharp drop in temperature and humidity conditions in the place of storage and installation of panels. To avoid this defect, it is necessary to follow the HPL operating recommendations in terms of compliance with storage, ventilation and installation conditions. Warping can also occur due to recently completed wet processes, which leads to strong fluctuations in humidity at the installation site.
Skewing of the finished product
In the general case, such a consequence can occur with an incorrectly selected design of the finished product. It is important to select the correct backing sheets and arrange them so that their fibers run parallel to the fibers of the decorative laminate. Correct use of the adhesive is also important. If the underlay is attached to the frame, the latter must be designed in such a way that the entire product is in the same plane. Correct preparation of the surfaces of the materials to be bonded is also important.
Coloration or discoloration of the decorative laminate surface
This result can be the result of exposure of the plastic surface to certain chemicals (acids and bases), often found in industrial cleaning compositions:
- a strong acid capable of causing rapid etching (destruction of the melamine layer), discoloration of the decorative laminate and a decrease in the protective function of the surface;
- a concentrated alkali solution capable of causing etching (destruction of the melamine layer), discoloration of the layered decorative material and a decrease in the protective function of the surface;
- abrasive components in detergent compositions discoloration of the layered decorative material and a decrease in the protective function of the surface.
Special care must be taken when such products are used in the immediate vicinity of a decorative surface. Solvents based on acetone, toluene, alcohols, etc. highly active cleaning and disinfecting substances based on chlorine, peroxide and ammonia substances, acids and alkalis should not remain in contact with the surface of the laminated decorative material.